




TEST SERVICE
試験サービス
ROCKWELL TEST
ロックウェル硬さ試験
ロックウェル硬さ試験とは
ロックウェル硬さ試験は、硬さ試験の中でも比較的に小さいサイズの試験片または試験体を用いて測定することができ、また硬さ値がそのまま試験機よりダイレクトに表示されることから、短時間で硬さ値を把握することが可能な試験です。また、当該試験の特徴として、測定値のバラツキが少ないことが、一般的に言われています。 一方で、同様な硬さ試験としてビッカース硬さ試験がありますが、これは試験後の圧痕の大きさを読み取り、その値から硬さ値を求めるため、換算させる必要があります。 初試験力が98.07Nの場合を「ロックウェル硬さ」,同じく29.42Nの場合を「ロックウェルスーパーフィシャル硬さ」と呼ばれています。
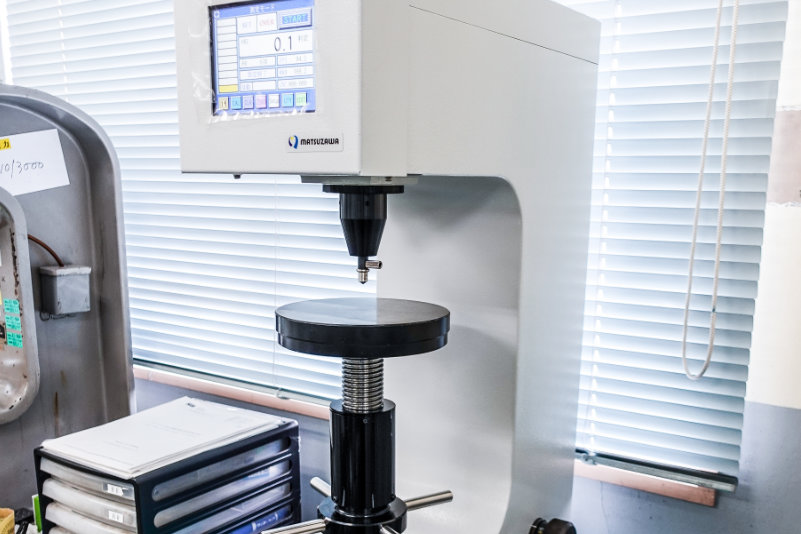
ロックウェル硬さ試験の測定方法
ロックウェル硬さ試験による硬さ測定としての特徴は、圧痕長さを測定しなくても硬さ値を把握することが可能な点です。その方法を以下に纏めます。
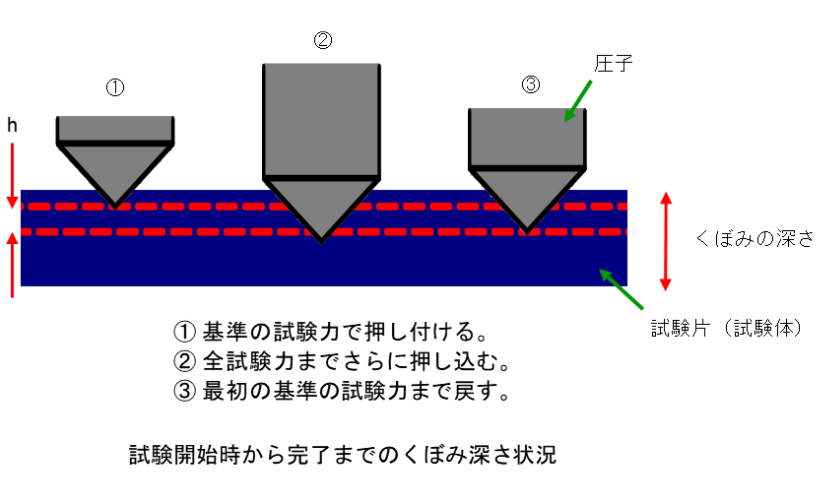
まず、対象となる試験片(試験体)を試験機(支持台)に設置させます。この時に注意しなければならいのが、圧子(球圧子またはダイヤモンド圧子)に対して測定面と試験機は、垂直にしなければならないことです。次にその測定面に圧子を基準の試験力で押し付けます。この時にできたくぼみの深さを『h1』とします。次に、全試験力までさらに押し込み、その後、最初の基準の試験力まで戻します。全試験力まで押し込んだ時のくぼみの深さを『h2』、その後に基準の試験力まで戻した時の戻り量を『h3』とし、最終的な圧子の位置での深さを『h』とします。
※関係式は、『h2-h3=h』となります。(hとは永久くぼみ深さと定義されています。)
一般的には『h』を用いて硬さ値を算出しますが、これらの一連で取得した深さや戻り量および永久くぼみ量を試験機内で認識し、アウトプットとして硬さ値が表示されます。
硬さの数値が大きい場合
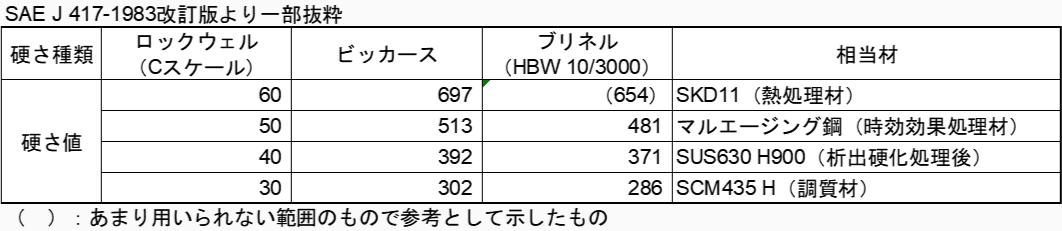
ロックウェル硬さ試験は、圧子によって生じた永久くぼみ深さから硬さ値に変換していますので、表面が硬いほど永久くぼみ深さが小さくなり、硬さ値が大きくなります。ただし、採用したスケールによって圧子と負荷する試験力の関係性が決まっています。HRBで実施した硬さ値とHRCで実施した硬さ値で硬度の高いまたは低いという評価はできませんので、ご注意ください。
この場合、各スケールによっては適応する硬さの範囲が存在しますので、詳細な適応範囲は弊社への問い合わせまたは各試験規格をご参照ください。
※JIS Z 2245:2021 表1およびASTM E18-22 TABLE A2.6
参考でHRBとHRCとの比較を記載します。

硬さの数値が小さい場合
※JIS Z 2245:2021 表1およびASTM E18-22 TABLE A2.6
参考にHRBとHRCの比較を記載します。
ロックウェル硬さ試験の表記方法
【表記方法】
〇〇① HR② B③ △△④
- ①:ロックウェル硬さ値またはロックウェルスーパーフィシャル硬さ値(測定した硬さ値)
- ②:ロックウェル硬さ記号またはロックウェルスーパーフィシャル硬さ記号
- ③:ロックウェル硬さスケール記号またはロックウェルスーパーフィシャル硬さスケール記号
- ④:用いた球圧子の種類(W:超硬合金球,S:鋼球等)
ロックウェル硬さ試験の欠点
ロックウェル硬さ試験の欠点は、以下の項目が該当します。
- ① Ti系の材料硬さ試験では、圧子に反応して付着する可能性がある。
- ② 同一の試験機で圧子の鋼球圧子とダイヤモンド圧子を使用するため、交換後の試験には注意が必要である。
- ③ 硬さ測定中は試験機に一存されるため、試験機や圧子等の異常による硬さ値の影響または異常値に対して気づきにくい。
- ④ 材料に応じて、適応するスケールが異なる。
- ⑤ 硬さ値の測定が圧子の食い込み深さに一存することから、試料の厚さに注意しなければならない。
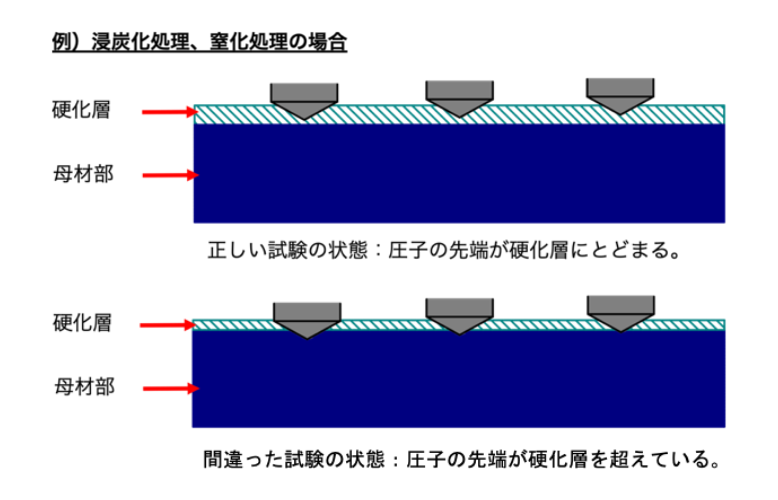
- ⑥ 熱処理(浸炭焼き入れや高周波焼き入れ等)で硬化層の深さが浅い場合は、圧子の押し込み深さの方が深くなってしまい、正確なデータ取得ができない可能性がある。
ロックウェル硬さ試験における誤差要因とバラツキ
【硬さ値_ロックウェル硬さ試験からのバラツキ】
- ① 使用する圧子(鋼球圧子またはダイヤモンド圧子等) ・圧子の先端は、鋼球圧子の直径で1.5875、ダイヤモンド圧子で先端角度120°のようにかなり小さい形状となっています。そのため、測定した硬さ値とは、測定面の全体に対して微小な範囲または部分的な硬さ値となります。
- ② 項目①に並行して、材料の結晶粒度や組織状態によっては測定箇所にバラツキが発生します。例えば、硬い材料と柔らかい材料の合金物では、圧子先端部の状況が硬いまたは柔らかい材料の割合によって、硬さ値のバラツキに繋がります。
- ③ 測定面が球面状と平面状によるバラツキ。(補正方法がありますので下記をご参考下さい。)
- ④ 表面状態(平行度や酸化物または異物等も含まれる)または、平行度が取れていない状態で試験を実施した場合は、試験台との隙間や片当たり等で正確なデータ測定ができなくなります。また、酸化物や異物等が含まれた状態では、その部分が評価部との隙間に含まれてしまい、評価部の正確なくぼみ深さではなくなってしまいます。結果、硬さ値のバラツキまたは正確な測定ができていないことになります。
【KMTLでの対処法】
- ①,②:材料寸法に対して、余裕がある場合はHB(ブリネル硬さ試験)を推奨します。HBで使用する圧子は5mmまたは10mmとなりますので、評価部に対して広範囲での硬さ値となります。材料の結晶粒度や組織状態、内部欠陥の有無を全て含んだ硬さ値または材料そのものが持っている硬さ値となります。材料に対して、余裕がない場合では測定箇所を多く設けて実施し、その平均値で評価することも可能と思います。
- ③:修正方法(JIS Z 2245 付属書Dより抜粋) ・ΔH=59×(1-H/160)2/d ※ΔH:補正値,H:硬さ値(実測値),d:球面の直径 ・円筒状の場合は、JIS Z 2245 付属書Cに記載があります。 上記の算出式または補正表の数値から、測定した硬さ値に加えることで補正が可能となります。
- ④:加工時の精度も含め、試験前には試験片の研磨や酸化物や異物(油分含む)、バリ等の除去を標準化しています。
硬さ試験の結果の解釈とその注意点
-
- ① 適切な試験方法の選択が必要 測定面に熱処理(浸炭処理や焼入れ)等が含まれた状態があり、その硬化層の硬さ値を知りたいケースがあります。 しかしながら、その硬化層が浅い場合、測定のために押し込んだ圧子が硬化層を超えると、目的の硬さ値を知ることができません。それを知るためには適切な試験方法の選択が重要になります。
-
- ② 測定位置や試験結果のまとめ方の取り決めが必要 硬さ試験では、測定対象物の外側・内側や表面・内部など、色々な位置で測定することがあります。熱処理材や部品などでは、測定位置により異なる硬さの結果になるという認識を持つことが大事です。 必要とする硬さ値に対して、知りたい位置を明確にし、測定することが重要です。また、測定位置の状況や領域により、数か所の測定でそれを平均化する評価が良い場合もあります。この場合も硬さ試験を実施する目的を把握して進めることが必要です。
-
- ③ JIS規格の硬さ換算表 鋼のブルネル硬さに対する近似的換算値として、ビッカース硬さ、ロックウェル硬さ試験、ショア硬さ試験、引張強さ(近似値)の換算表があります。これは近似的換算値による値ですので、参考値として取り扱う方が良いです。この換算表から硬さ値を置き換えせずに、目的の試験方法が指定されていれば、その方法で試験を実施して硬さ値を取得することをお勧めいたします。
- ④ 硬さ試験に対する解釈 このように、硬さ試験は測定面の状態や測定位置、その明確な目的の把握および適切な試験方法を選択していなければ、取得したデータ値に対して良くも悪くも変わる試験となります。弊社では,ロックウェル硬さ試験に関わらず、ブリネル硬さ試験やビッカース硬さ試験の実施も可能です。評価物の用途に合わせて提案することも可能ですので、何なりとお申し付けください。
ロックウェル硬さ試験 試験片
ロックウェル硬さ試験片に要求する項目は、以下の内容です。(JIS Z 2245:2021を引用)
【表面部】
- ① 製品又は材料の規格に別途指定のない限り,滑らかで凹凸がない状態。
- ② 酸化物の皮膜(スケール)及び異物(特に潤滑剤)が付着していない状態。
【仕上げ】
- ③ 過熱,冷間加工などによる表面の硬さの変化を最小限に抑えるように実施。
- ④ 耐水ペーパーで研磨による仕上げ。
【試験片の厚み】
- ⑤ ダイヤモンド圧子を使用する場合は永久くぼみ深さhの10倍、球圧子を使用する場合は永久くぼみ深さhの15倍を十分に満足できるような状態で加工を実施。
神戸工業試験場のロックウェル硬さ試験
ロックウェル硬さ試験をはじめ、硬さ試験は材料の機械的特性を把握する基本的な試験です。また、硬さ値を把握することで引張強さ(換算した値)の把握や材質の推定等が可能となり、手軽に材料の状態を知ることができる試験でもあります。その対象範囲は、金属のみならず非金属や樹脂系材料も対象となり、幅広い範囲で使用されます。各硬さ試験においても長所や短所といった点もあり、測定箇所や表面状態および試験機の保管状態や読み取り精度等によっては、数値のバラツキが発生しやすい試験です。しかしながら、これらの点も認識しつつ測定した硬さ値に対して、評価や正確性を確保した対応をしてまいります。このような認識の基、KMTLでは特殊工程の認定や試験所認定の取得、使用試験機や作業者の管理等の項目で品質を保っております。各硬さ試験においては長所と短所が存在しますが、お客様のご要望内容に沿って試験対応や試験方案および加工方法の提案等をさせていただきます。
エッジテックのM25 ロックウェル硬さ試験
TEST SERVICE
試験サービス
社会の安全・安心を支える、疲労試験やクリープ試験をはじめとする多様な材料試験をご紹介します。